In the high-stakes world of oil and gas pipelines, refineries, and chemical plants, a single valve failure can cost millions—or worse, lives. Yet one specialized component quietly outperforms traditional designs in the toughest conditions: the orbital ball valve. Engineered for zero-leakage shutoff, abrasion resistance, and decades of reliable service under extreme pressure and temperature, these valves have become the go-to choice for mission-critical applications worldwide.
But what exactly sets orbital ball valves apart from traditional options, and how do their makers contribute to the evolution of fluid control technology?
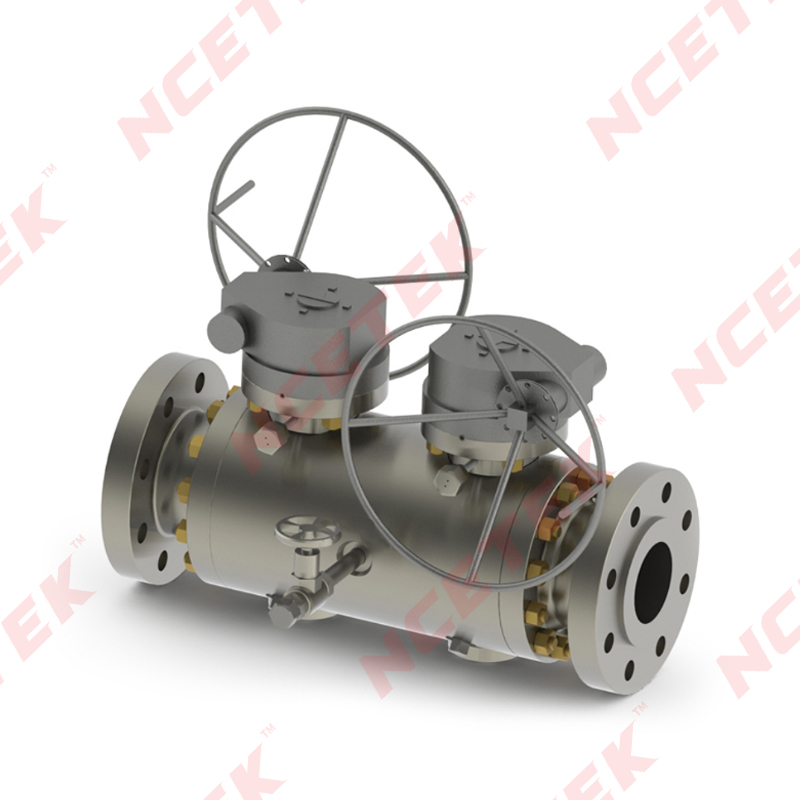
An orbital ball valve is the only true "no-rub" quarter-turn valve in existence. When you turn the handwheel or the actuator strokes, the ball does not spin against the seats like a regular ball valve. Instead, the mechanism first lifts the ball straight off both seats, then turns it 90° in free air, and finally lowers it back down with pure vertical force. There is literally zero sliding contact on the sealing surfaces during the entire cycle.
That single mechanical difference changes everything in services that contain solids, powders, polymers, or require hundreds of thousands of cycles without leakage.
Not all manufacturers are equal when it comes to this technology. Genuine orbital valves require:
In critical processes — such as polyethylene reactor isolation, nickel HPAL autoclaves, or LNG molecular-sieve switching — a single valve failure can cause weeks of lost production worth tens of millions of dollars.
A true orbital ball valve operates in three distinct mechanical phases:
Because there is zero wiping or rubbing on the sealing surfaces during cycling, seat wear is virtually eliminated and the valve remains bubble-tight (API 598 / ISO 5208 zero leakage) even after hundreds of thousands of cycles in dirty service.
It begins with a clean forging that never leaves a controlled environment. Sealing surfaces that need corrosion resistance get layers of weld overlay applied automatically until the cladding is thick enough to be machined more than once in a future repair.
Seats are hard-faced in a sealed spray booth – tungsten carbide, chromium carbide, or stellite – while the operator watches the coating build up layer by layer. One pass too cold and it flakes off later; one pass too hot and it cracks.
The ball is turned, rough-ground, then handed to a lapping technician who works it against its two seats on a flat cast-iron plate with diamond paste. When he is satisfied, those three pieces are married for life – no other seat will ever seal perfectly against that ball again.
The tilt-and-turn mechanism is assembled with micrometers and feeler gauges. Every clearance, every angle, every roller diameter has to be exactly right or the valve will either leak from the start or destroy itself the first time an actuator over-strokes.
Final assembly is quiet, slow, and done on a bench by one or two people. Seals go in dry or with a trace of special lubricant. Testing is long and patient – sometimes on nitrogen, sometimes on helium – until the recorder pen refuses to move.
Only then does the valve leave the building.
Orbital ball valves represent the gold standard for applications demanding absolute reliability under extreme pressure, temperature, and abrasive conditions. When performance, safety, and service life are non-negotiable, choosing the right manufacturer makes all the difference.
Zhejiang Naishi Valve Co., Ltd. has established itself as a leading orbital ball valve maker through decades of specialized expertise, advanced manufacturing capabilities, and an unwavering commitment to quality.
For engineers and project managers who refuse to compromise, Zhejiang Naishi Valve Co., Ltd. is the trusted partner that turns challenging requirements into proven, long-term success. Specify Naishi — precision engineered, field proven, and built to outperform.
 nce@cnnsv.com
nce@cnnsv.com
 +86-15727968392 / +86-15397375798
+86-15727968392 / +86-15397375798
 +86-577-67091815
+86-577-67091815
 +86-577-67091815
+86-577-67091815
 Dongou Industrial Zone, Oubei Street, Yongjia County, Wenzhou City, Zhejiang Province, China
Dongou Industrial Zone, Oubei Street, Yongjia County, Wenzhou City, Zhejiang Province, China
 简体中文
简体中文
 English
English  русский
русский 


Contact Us