简体中文
简体中文
 English
English  русский
русский 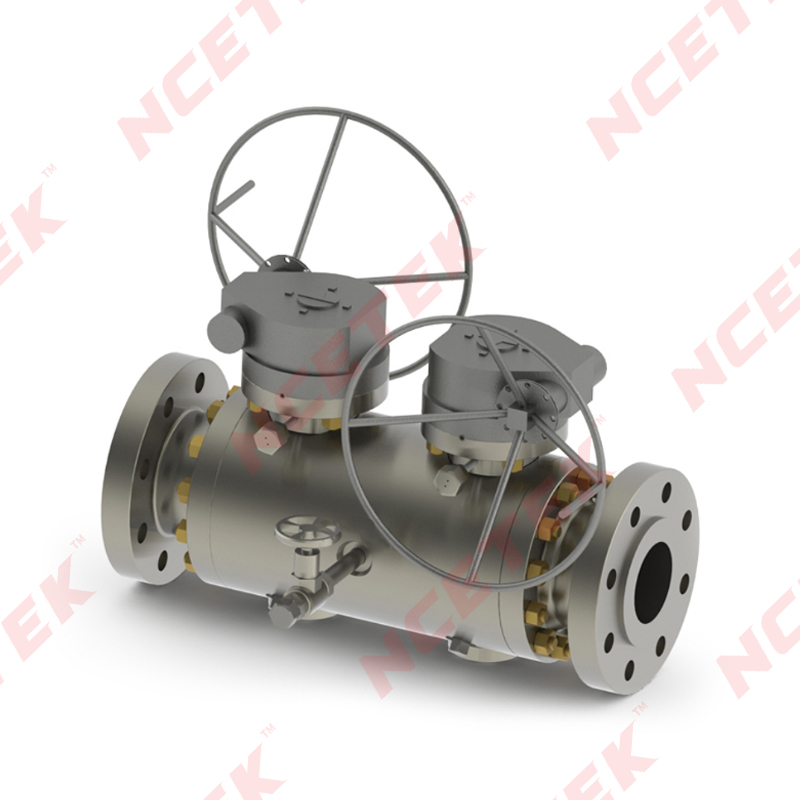





Technical Specifications
◎ Material: Carbon Steel, Stainless Steel, Alloy Steel
◎ Nominal Size: NPS 2"~16", DN 50~400
◎ Pressure Rate: Class 150~1500, PN 10~250
◎ Temperature Range: -46°C~+120°C
◎ Operator: Manual, Pneumatic, Electric, etc...
◎ Design & Manufacturing: API 6D, ISO 17292, API 608
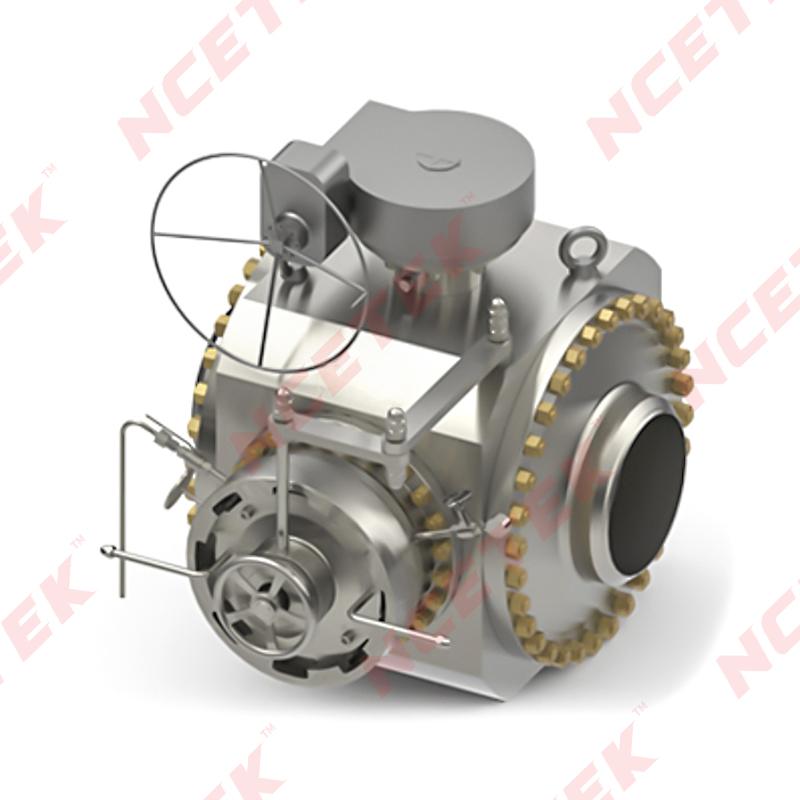
Double Block and Bleed Valve (DBB Valve)
A Double Block and Bleed Valve (DBB Valve) is a critical component in fluid and gas control systems that ensures the integrity of the pipeline by providing double isolation and a bleed-off function. This type of valve is primarily used in critical applications such as oil and gas pipelines, chemical processing, and industrial systems where safety, leak prevention, and reliable fluid control are of utmost importance.
Key Features of Double Block and Bleed Valves
1. Dual Isolation for Maximum Safety
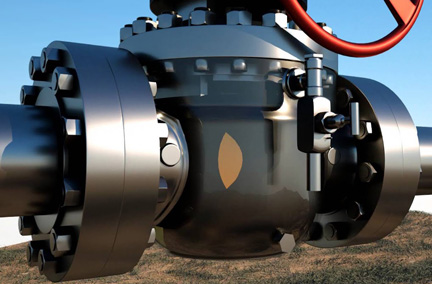
The defining characteristic of a Double Block and Bleed Valve is its ability to provide dual isolation. It features two separate sealing mechanisms that isolate a section of the pipeline from the rest of the system. This ensures that in the event of a valve failure, the system remains secure and leak-free.
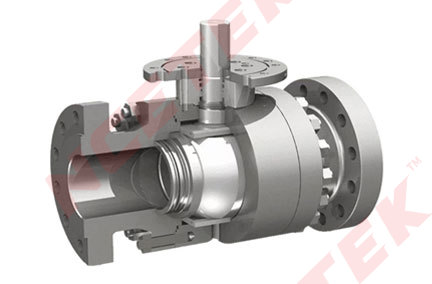
Double Isolation: The valve consists of two ball valves, one at each end, creating two independent sealing points.
Bleed Function: A bleed valve is included between the two isolation valves, allowing for the venting or draining of any trapped fluid between them.
This dual isolation and bleed function make DBB valves an excellent choice for ensuring safe operation and preventing hazardous fluid leaks.
2. Versatile Material Options
Double Block and Bleed Valves are available in a variety of materials, ensuring compatibility with different fluids, pressures, and temperatures. Common materials include:
Carbon Steel: A cost-effective and durable material for general industrial applications.
Stainless Steel: Offers excellent resistance to corrosion, ideal for use in aggressive fluids or high-humidity environments.
Alloy Steel: Provides superior strength and resistance to extreme pressures and temperatures, making it suitable for high-performance applications in demanding environments.
The choice of material is crucial for ensuring long-term valve performance, durability, and resistance to environmental factors.
3. Wide Size Range
DBB valves are available in a range of sizes to accommodate various pipeline systems. Typical sizes include:
Nominal Size: NPS 2" to 16" or DN 50 to 400
This flexibility allows the valve to be integrated into a wide range of piping systems, from small industrial installations to large-scale pipelines.
4. Pressure and Temperature Resilience
Double Block and Bleed Valves are engineered to handle high pressures and temperatures, making them suitable for a variety of industries that require tight control over fluid or gas flow.
Pressure Rating: Class 150 to 1500 or PN 10 to 250
Temperature Range: -46°C to +120°C
This wide pressure and temperature range ensures that the valve can function reliably in different operational conditions, from low-pressure systems to high-pressure industrial applications.
5. Multiple Operation Modes
DBB valves are available with several operating modes to suit specific operational needs:
Manual Operation: For simple and reliable valve control in non-automated systems.
Pneumatic Operation: Ideal for remote control and automation in larger systems.
Electric Operation: Provides fast and reliable control for high-efficiency systems with advanced automation.
The versatility of these operation modes ensures that the DBB valve can be used in a variety of industrial processes and applications.
6. Compliance with Industry Standards
Double Block and Bleed Valves are manufactured according to global standards, ensuring safety, reliability, and quality. Some of the key design and manufacturing standards include:
API 6D: The valve design standard for pipeline valves in the oil and gas industry.
ISO 17292: Specifies the requirements for ball valves used in various industrial applications.
API 608: The standard for floating and trunnion-mounted ball valves, providing guidelines for design, construction, and testing.
Applications of Double Block and Bleed Valves
Double Block and Bleed Valves are used in various industries where secure isolation and safety are crucial. Common applications include:
Oil and Gas: DBB valves are commonly used in pipeline systems to isolate different sections, protect against leaks, and allow for safe maintenance and testing.
Chemical Processing: In chemical plants, DBB valves ensure safe isolation of hazardous fluids, preventing spills or leaks during maintenance.
Power Generation: Used in steam and water lines to provide double isolation and ensure the safety of pressurized systems.
Water Treatment: In municipal and industrial water treatment plants, DBB valves ensure the secure isolation of pipelines, preventing contamination and leaks.
Pharmaceuticals: DBB valves are used in pharmaceutical manufacturing and packaging to ensure sterile, leak-free fluid control.
Advantages of Double Block and Bleed Valves
1. Improved Safety and Leak Prevention
The dual isolation feature ensures that even if one seal fails, the second seal will provide additional protection. The bleed function also allows for safe draining of any trapped fluid between the seals, reducing the risk of leaks and contamination.
2. Easy Maintenance and Testing
The ability to isolate a section of the pipeline completely allows for easy maintenance, testing, or repairs. It also makes it safer to perform pressure tests without compromising the integrity of the entire system.
3. Enhanced Performance in Critical Applications
DBB valves provide superior performance in high-pressure, high-temperature, and corrosive environments. The robust construction ensures that the valve will operate reliably under demanding conditions, reducing the risk of failure.
4. Compliance with Industry Standards
By adhering to global standards such as API 6D, ISO 17292, and API 608, Double Block and Bleed Valves ensure that they meet stringent safety, quality, and performance requirements, providing peace of mind for critical applications.
5. Cost-Effective
Although they may have a higher initial cost than standard valves, DBB valves reduce the overall maintenance costs by preventing leaks, improving safety, and extending the service life of pipeline systems.
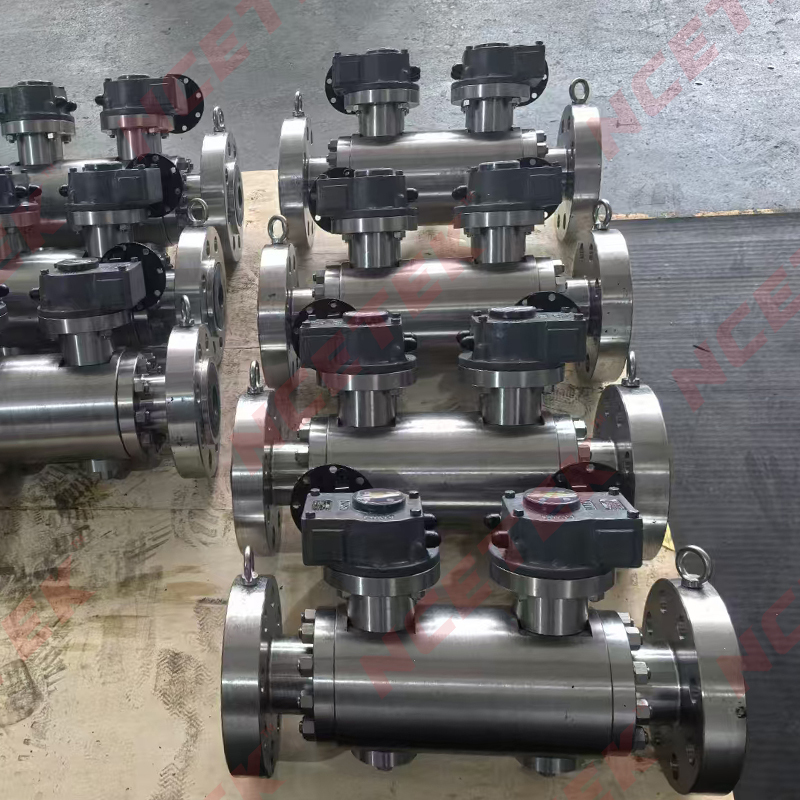
A Double Block and Bleed Valve is an essential component for ensuring safe, reliable, and leak-free operation in fluid and gas control systems. Offering dual isolation and a bleed function, DBB valves provide enhanced safety, performance, and reliability in industries such as oil and gas, chemical processing, water treatment, and power generation.
At Naishi Valve Company, we specialize in manufacturing high-quality Double Block and Bleed Valves that meet industry standards and provide superior performance. With customizable sizes, materials, and pressure ratings, our valves are designed to handle a wide range of applications, ensuring safe and efficient fluid control.