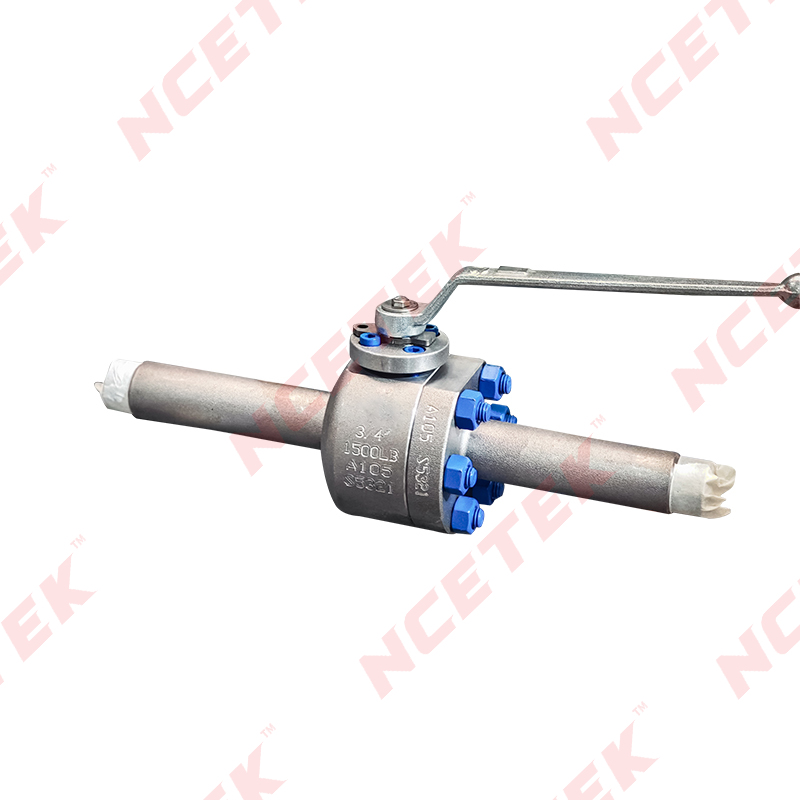
A double isolation two-way block bleed valve is a critical component in various industrial applications, providing a secure and efficient means of isolating and venting fluid systems. This type of valve offers dual isolation points, ensuring big safety and operational efficiency. It plays a key role in systems where maintaining pressure integrity and preventing contamination are essential.
This valve is designed to allow for the complete isolation of a pipeline, providing both upstream and downstream sealing. It features two block valves and a bleed valve integrated into a single unit. The purpose of the valve is to isolate the system from both directions while allowing for safe venting or draining of fluids.
The two-way design enables fluid flow in either direction, while the block and bleed functionality ensures that the pipeline can be fully isolated for maintenance or other operations without causing disruptions to the system. This configuration is particularly important in high-risk systems where leaks or contamination must be avoided.
The double isolation two-way block bleed valve consists of three main components: two isolation valves, which block the flow in both directions, and a bleed valve that allows for the controlled release of fluid or pressure. This design ensures that the system remains sealed during operation but provides a safe means for venting when required.
Typically, these valves are constructed from materials such as stainless steel, carbon steel, or other corrosion-resistant alloys. The choice of material depends on the fluid being handled and the operating environment. For example, in chemical processing or offshore oil and gas industries, these valves may be made from materials that can withstand exposure to harsh chemicals or seawater.
The sealing mechanisms within the valve are often made from resilient materials such as PTFE or elastomers, ensuring tight sealing even under high pressure. The valve stem and body are designed to prevent leakage, further enhancing its reliability.
One of the more significant advantages of this type of valve is its ability to provide an added layer of safety. By offering double isolation, the valve ensures that even if one seal fails, the second isolation valve will continue to protect the system. This redundancy is crucial in applications where system integrity is paramount, such as in high-pressure pipelines or hazardous fluid transport systems.
The ability to bleed or vent the system is another key benefit. During maintenance or emergency shutdowns, the valve allows operators to safely release pressure or fluid from the pipeline, small the risk of accidents or damage. This makes it ideal for applications involving volatile or pressurized substances, where venting the system safely is a critical operation.
Additionally, the valve's design is compact, which makes it easy to integrate into existing systems without requiring significant modifications. Its reliability and ease of use make it a popular choice for industries such as oil and gas, chemical processing, power generation, and water treatment.
These valves are typically used in systems where secure isolation and venting are needed. Common applications include:
Oil and Gas Industry: To isolate pipeline sections for maintenance, preventing leaks or contamination during operations.
Power Plants: To protect critical systems and safely bleed steam or pressurized fluids.
Water Treatment Facilities: For isolation of treatment units and safe discharge of chemicals.
The double isolation two-way block bleed valve is a versatile and reliable valve that ensures the safety, efficiency, and integrity of fluid control systems. Its ability to isolate systems, coupled with the functionality to vent or bleed fluids safely, makes it an indispensable tool in many industries.
 nce@cnnsv.com
nce@cnnsv.com
 +86-15727968392 / +86-15397375798
+86-15727968392 / +86-15397375798
 +86-577-67091815
+86-577-67091815
 +86-577-67091815
+86-577-67091815
 Dongou Industrial Zone, Oubei Street, Yongjia County, Wenzhou City, Zhejiang Province, China
Dongou Industrial Zone, Oubei Street, Yongjia County, Wenzhou City, Zhejiang Province, China
 简体中文
简体中文
 English
English  русский
русский 



Contact Us